




Mellomliggende rullelagerblokk av varmmøllemaskin
GW presisjon mellomrullelagerklosser Fordeler:
høy presisjon intelligent CNC-produksjonsutstyr, høyteknologisk personell, modent prosesseringssystem, streng kvalitetsinspeksjonsprosess, utmerket produksjonsstyringsprosess, er garantien for høykvalitetsprodukter.
For bedre å sikre kvaliteten på mellomliggende rullelagerklossprodukter, i tillegg til den vanlige størrelsesinspeksjonen, kjøpte selskapet en høypresisjon mobil brotype tre-posisjons standard målemaskin, deteksjonsnøyaktigheten opp til 2 mikron nivå, for å sikre det absolutte inspeksjonsgrunnlaget for forskjellige delers størrelse og oppførselstoleranseinspeksjon.
- Guangwei Precision
- Luoyang, Kina
- Kontraktsbestemmelse
- Den årlige kapasiteten til stålspole er 4000 stykker
- informasjon
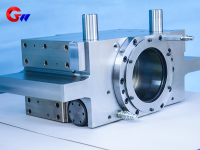
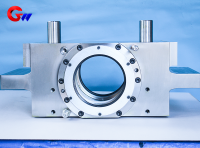
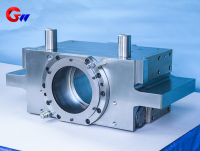
Mellomliggende rullelagerblokk av varmmøllemaskin
Mellomrullelagerklossen i varmvalseverket er en nøkkelkomponent i varmvalsingsproduksjonslinjen, hovedsakelig brukt til å støtte og fikse mellomrullen, tåle stor rullekraft, slagkraft og høytemperaturmiljø.
Søknadsscenarier avmellomliggende rullelagersetei varmtvalseverk
arbeidsmiljø
Høy temperatur: Under varmvalseprosessen kan temperaturen på valseverket nå over 800 ℃, og lagersetet må tåle strålingsvarme og ledningsvarme.
Høy belastning: i stand til å motstå rullekrefter (opptil tusenvis av tonn) og hyppige støtbelastninger.
Støvete/fuktig: Rullende kjølevann og jernoksidbelegg er utsatt for invasjon, noe som krever høy tetnings- og korrosjonsbestandighet.
Funksjonelle krav
Nøyaktig plassering: Sørg for parallellitet og valsnøyaktighet for valseverksvalsene.
Slitasjebestandig og tretthetsbestandig: forlenger levetiden og reduserer vedlikeholdet av nedetid.
Smøregaranti: Et høytrykkssmøringssystem (som oljeluftsmøring) kreves for å redusere friksjon og slitasje.
Varmebehandlingsprosess for mellomrullelagersete i varmtvalseverk
Varmebehandling er et nøkkeltrinn for å forbedre den mekaniske ytelsen tilmellomrulllagerseter, vanligvis inkludert følgende trinn:
Forbehandling (normalisering eller utglødning)
Eliminer indre belastninger i smiing eller støpegods, avgrens kornstørrelsen, og forbered deg for påfølgende bearbeiding.
Slokking+tempering (slokking og temperering)
Bråkjøling: Oppvarming til en kritisk temperatur (som 850-900 ℃) og deretter hurtig avkjøling (vannslukking eller oljeslukking) for å oppnå en martensittisk struktur med høy hardhet.
Tempering: Middels temperaturtempering (400-600 ℃) brukes for å balansere hardhet og seighet, og unngå sprø brudd.
Overflateforsterkning (valgfritt)
Induksjonsherding: Lokal herding av lagerkontaktflaten for å forbedre slitestyrken.
Karburering/nitrering: egnet for høylegert stål, forbedrer overflatehardhet og tretthetsmotstand.
Avspenningsgløding
Etter presisjonsmaskinering utføres lavtemperaturgløding (200-300 ℃) for å eliminere maskineringsspenning.
GW Precision produksjon alle typer Intermediate Roll Bearing Chock og andre mølle presisjonsdeler.
GW presisjonmellomliggende rullelagersete fordeler:
høy presisjon intelligent CNC-produksjonsutstyr, høyteknologisk personell, modent prosesseringssystem, streng kvalitetsinspeksjonsprosess, utmerket produksjonsstyringsprosess, er garantien for høykvalitetsprodukter.





