




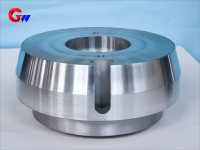
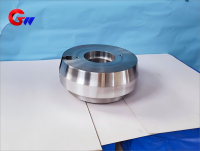
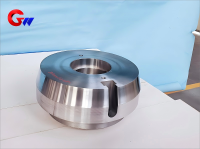
Støpestål rullekjeglehode
GW presisjonsstøping stål rullekjeglehode hvis en av de viktige komponentene i valseverket.
- GW Precision
- Luoyang, Kina
- Kontraktsbestemmelse
- 1000 stykker
- informasjon
Støpestål rullekjeglehode
Rullekjeglehodet av støpestål brukes hovedsakelig i metallurgiske valseverk, gruvemaskiner, tungt utstyr og andre anledninger som krever høye radielle og aksiale belastninger. Dens designfunksjon er bruken av koniske rullelager (som TIMKEN-serien) for samtidig å motstå radielle og aksiale krefter, egnet for høye støt, høy hastighet eller tung belastning.
Bruksscenarier for støping av rullekjeglehode i stål
1. Hovedbruksområder
Varm/kald valseverk: Støtter arbeidsrullen, mellomrullen eller støtterullen for å motstå rullekraft og aksial bevegelse.
Gruvemaskineri: brukes til overføringssystemer for tungt utstyr som knusere og kulemøller.
Vindkraftutstyr: lagersete for stor vindturbins hovedaksel.
Skip/tungt maskineri: høylast roterende komponenter som propellaksler og girkasser.
2. Jobbegenskaper
Høy belastning: tåler radiell kraft (rullekraft) og aksial kraft (rullende rullebevegelse).
Høy temperatur/høy forurensningsmiljø: Varmebestandighet og oksidasjonsforebygging er nødvendig under varmevalsingsforhold; Gruvemiljøet må være støvtett og vanntett.
Krav til høy presisjon: Tilpasningsnøyaktigheten mellom det indre hullet i lagersetet og den ytre ringen på lageret (vanligvis H7 eller H8 nivå).
Varmebehandlingsprosess for konisk lagersete av støpt stålvalse
Det koniske lagersetet til støpestålvalsen er vanligvis laget av lavlegert støpt stål (som ZG35CrMo, ZG42CrMo), og varmebehandlingsprosessen er som følger:
1. Forbehandling (glødning eller normalisering)
Formål: Å eliminere støpestress, foredle kornstørrelse og forbedre bearbeidbarheten.
Prosess: Varm opp til 850-900℃og hold varm før luftkjøling (normalisering) eller ovnskjøling (gløding).
2. Slokking og tempereringsbehandling (quenching+tempering)
Bråkjøling: Varm opp til 850-900℃(avhengig av materiale), oljeslukking eller vannslukking (for å forhindre deformasjon).
Tempering: Tempering ved 500-650℃for å oppnå en martensittisk struktur, balanserende styrke og seighet (hardhet HB 250-320).
3. Lokal overflateforsterkning (valgfritt)
Induksjonsherding: Høyfrekvent bråkjøling av lagerinstallasjonsoverflaten for å forbedre slitestyrken (hardhet HRC 50-55).
Karburering/nitrering: egnet for høylegert stål for å øke tretthetsmotstanden.
4. Avspenningsgløding (etter presisjonsbearbeiding)
Lav temperatur gløding ved 200-300℃eliminerer bearbeidingsbelastning og forhindrer deformasjon.
Funksjonsintroduksjon:
1. Overføring av dreiemoment: Kjeglehoder brukes til å overføre rotasjonsmomentet til motoren mer
effektivt, og sikrer en jevn rulleprosess.
2. Forbedre tilkoblingsstabiliteten: Konisk hodedesign bidrar til å forbedre tilkoblingsstabiliteten mellom
rullehodet og koblingsakselen, noe som reduserer løsning eller slitasje ved høye hastigheter.
3. Tilpasning til ulike rullebehov: Utformingen av kjeglehodet bidrar til å tilpasse seg ulike typer
valseprosesser, som varmvalsing og kaldvalsing, samt valsebehovene til forskjellige materialer.
Relaterte produkter




