Varmvalseverksmaskin av den operative sidearbeidet Valsevalseverkblokkaksel
Våre fordeler: Intelligent CNC-produksjonsutstyr med høy presisjon, høyteknologisk personell, modent prosesseringssystem, streng kvalitetsinspeksjonsprosess, høypresisjonsinspeksjonsinstrumenter, utmerket produksjonsstyringsprosess, er garantien for produkter av høy kvalitet.
Vårt firma har DMG DMF1800*600 femakset maskineringssenter, horisontalt maskineringssenter, vertikalt maskineringssenter, portalmaskineringssenter og høypresisjon tre-koordinat inspeksjon. Maskin 80 % av utstyret er CNC-maskinverktøy; Kraftig utstyr, slik at vi får sterk kvalitetssikring i produktproduksjon.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Kontraktsbestemmelse
- informasjon
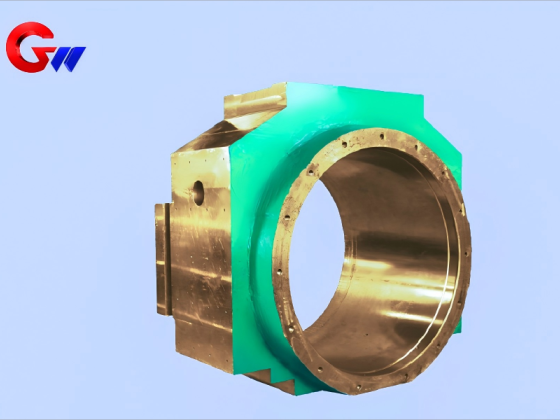
Varmvalseverksmaskin av den operative sidearbeidet Valsevalseverkblokkaksel
Bruksscenarier for arbeidsvalsrammeakselen på driftssiden av varmvalseverket
Funksjon: Støtt arbeidsrullen, tåler høye belastninger, slagkrefter og friksjon under rulleprosessen, og tilpass høy temperatur, høy luftfuktighet og støvete miljøer.
Typiske driftsforhold:
Høy temperatur (rullens overflatetemperatur kan nå over 600 ℃ under rulling);
Høy syklisk stress (hyppig startstopp og variabel belastning);
Den må motstå oksidasjon og slitasje.
Materialvalg av arbeidsvalsrammeakselen på driftssiden av varmvalseverket
Vanlige materialer:
Legert konstruksjonsstål, som 42CrMo og 40CrNiMoA, har høy styrke, seighet og slitestyrke.
Verktøystål: slik som H13 (4Cr5MoSiV1), egnet for høyere temperatur- og slitestyrkekrav.
Rustfritt stål: for eksempel 17-4PH (utfellingsherdingstype), brukt i korrosive miljøer.
Utvalgskriterier:
Strekkfasthet (≥ 800 MPa), tretthetsgrense, høy temperaturstabilitet;
Balanse mellom kostnad og prosessytelse.
Varmebehandlingsprosess av arbeidsrullens rammeaksel på driftssiden av varmvalseverket
Nøkkeltrinn:
Bråkjøling og tempereringsbehandling (quenching+høytemperaturtempering):
Blokking: Oljeslukking ved 850~880 ℃ for å oppnå martensittisk struktur;
Tempering: 550 ~ 650 ℃, for å eliminere stress og forbedre seigheten.
Overflateforsterkning (valgfritt):
Induksjonsherding: lokal herding av skafthalsen, dybde 2-5mm, hardhet HRC50-55;
Nitrering: Gassnitrering eller ionitrering, overflatehardhet ≥ HV900, forbedrer slitestyrken.
Avspenningsgløding: Eliminerer gjenværende spenning før presisjonsmaskinering.
Produksjonen av arbeidsrulleakselen til varmvalseverket understreker den høye styrken til materialet, presisjonen til varmebehandlingsprosessen og den strenge inspeksjonen av produksjonsprosessen. Ved rimelig materialvalg og prosesskontroll kan levetiden til komponentene forlenges betydelig (vanligvis designet for 5-10 år), og vedlikeholdskostnadene til valseverk kan reduseres. I faktisk produksjon må parametere justeres i henhold til den spesifikke valseverksmodellen (som 2050 mm varmvalseverk) og valsematerialer (som rustfritt stål og karbonstål).
Hovedprodukter:Alle typer valseverkblokkaksel, bøyevalseblokker og andre presisjonsdeler for møllen, nøyaktigheten til disse produktene påvirker direkte nøyaktigheten til møllen, påvirker direkte kvaliteten på produktene produsert av møllen.
Typen er betjeningssiden av blokkakselen for rullevalseblokken til mellomrullstøtterullen for møllearbeidsrullen, og kan også godta annen ikke-standard tilpasning fra kunder.
Den operative siden av arbeidsrulle valseverk blokkaksel produktprosess
Selskapet har dannet et sett med moden mekanisk prosesseringsteknologi for produksjon av lagerhus gjennom akkumulering av langsiktig erfaring: