




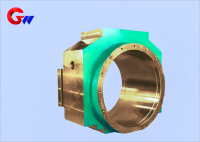
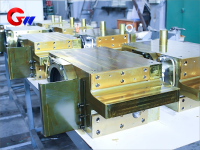
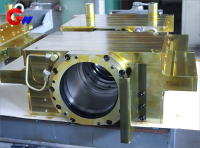
Varmvalseverksmaskin for drift Sidearbeid Valsevalseverkblokkaksel
Vårt firma har DMG DMF1800*600 femakset maskineringssenter, horisontalt maskineringssenter, vertikalt maskineringssenter, portalmaskineringssenter og høypresisjon tre-koordinat inspeksjon.
Work Roller Rolling Mill akselblokk er en av GWs presisjonsnøkkelprodukter.
- GW Precision
- Luoyang, Kina
- Kontraktsbestemmelse
- Den årlige kapasiteten til stålspole er 4000 stykker
- informasjon
Varmvalseverksmaskin for drift Sidearbeid Valsevalseverkakselblokk
(Passer for varmvalsende produksjonslinjer av plate og bånd/seksjonsstål)
1、Applikasjonsscenarier
1. Kjernefunksjoner
Rulleposisjonering og kraftoverføring:
Oppretthold stabiliteten til arbeidsrullen under påvirkning av rullekraft (maksimalt 30MN) og bøyekraft (± 1000kN)
Tål den øyeblikkelige støtbelastningen av bitende stål (slagkoeffisient 2,0-3,5)
Termisk styring:
Arbeider i et rullende temperaturmiljø på 400-800 ℃, kan den øyeblikkelige overflatetemperaturen nå 300-450 ℃
Trenger å motstå periodisk termisk stress (>10 ⁵ sykluser/år)
2. Typiske arbeidsforhold for mølleakselblokk
Mekanisk belastning: Hertz kontaktspenning 1000-1500MPa, torsjonsvibrasjonsbelastning (kritisk hastighet bør unngå arbeidshastighet 1,5-2,5 ganger)
Slitasjemiljø: Slipende partikler av jernoksydskala (HV800-1100) + rullende smøremiddel høytemperatur karboniseringsavsetning
Materialvalg og optimalisering av Work Roller Rolling Mill akselblokken
1. Grunnmateriale
Materialkvalitet, kjernefordeler, aktuelle scenarier
50CrMoV høytemperaturstyrke (σ 0,2 ≥ 650MPa ved 500 ℃) bred og tykk platevalseverk (valsekropp>3m)
Lavsyklustretthetsytelse (Nf ≥ 5000 ganger ved Δ ε t=1%) av 38CrNiMoV høyfast båndstål under valsing
H13 forbedret varmebestandig sprekkdannelse (varmeledningsevne 24W/m · K) rustfritt stål varmvalset
2. Viktige forsterkningsteknologier
Lagerende overflate:
Laserquenching (herdelagsdybde 2-3 mm, HRC54-58)
Plasmaspraying WC-10Co4Cr (porøsitet<0,8 %)
Gjenget tilkoblingsområde: boriseringsbehandling (Fe2B-lag 50-80 μm)
3. Innovative materialapplikasjoner
Gradient funksjonell akse:
Kjerne: 25Cr2MoV (høy seighet)
Overflate: Stellite 21 (motstandsdyktig mot høy temperaturslitasje)
Diffusjonsbinding gjennom varm isostatisk pressing (HIP)
3. Varmebehandlingssystem
Vakuumslukking: 1020 ℃ × 3 timer (nitrogenkjøling)
Dobbel temperering: 560 ℃ × 4 timer + 520 ℃ × 6 timer (oljekjølt)
Stabiliseringsbehandling: dyp kjøling (-120 ℃ × 8 timer) + aldring (250 ℃ × 24 timer)
4. Overflateforsterkning
Komposittbehandling:
Skudblending (Almen styrke 0,4-0,45 mmN)
Ionesulfurisering (FeS-lag 1-2 μm)
Laserteksturering (Sa=3–5 μm)
*Nøkkelprosesser:
Konstant temperatursliping av lagerposisjon (kjølevæske 20 ± 1 ℃)
Elektrokjemisk bearbeiding av overgangsfilet (R-vinkelnøyaktighet ± 0,05 mm)*
Typiske parametere forArbeid Valse Valseverk akselblokk
Krav til parameterindikatorer
Aksediametertoleranse på φ 320 ± 0,008 mm
Høy temperatur krypehastighet ≤ 1 × 10 ⁻⁷ %/t (500 ℃/200 MPa)
Vibrasjonsakselerasjon ≤ 4,5 m/s ² (ISO 10816-8)
Levetiden til denne akselen i et varmvalseverk er 2-3 år (med en årlig valsekapasitet på 1,5-2 millioner tonn), og den kan forlenges til 5 år ved bruk av gradientmaterialer. Andelen termisk utmattingssvikt er større enn 60 %, og det nåværende forsknings- og utviklingsfokuset er på nanostrukturerte termiske barrierebelegg.



