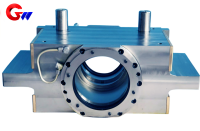


Varmvalsemaskin på drivsiden Mellomrullelagerblokk
Kjernefunksjonen til det mellomliggende rullelagersetet på drivsiden av varmvalseverket
Støtte og plassering: Fest den midterste rullen nøyaktig, bære rullekraften og overføre den til rammen.
Kraftoverføring: Koble til universalakselen eller girkassen på drivsiden for å overføre motormomentet til valseverket.
Smøring og tetning: Integrert oljeluftsmøringssystem for å hindre at kjølevann og oksidbelegg kommer inn i lagrene.
- GW Precision
- Luoyang, Kina
- Kontraktsbestemmelse
- Årlig kapasitet er 1000 stykker
- informasjon
Varmvalsemaskin på drivsiden Mellomrullelagerblokk
Mellomrullelagersetet på drivsiden av varmvalseverket er en av kjernekomponentene i valseverket, hovedsakelig brukt til å støtte og plassere mellomvalsen, tåle høye belastninger, støt og varmeledning under valseprosessen.
Bruksscenarier for mellomrullelagersete på drivsiden for varmtvalseverk
arbeidsmiljø
Høy temperatur (rullesonen kan nå 800-1200 ℃), høy luftfuktighet (kjølevann/smøremiddel), mye støv
I stand til å motstå rullekrefter (opptil tusenvis av tonn), vekslende belastninger og vibrasjoner
Langsiktig kontinuerlig drift er nødvendig, med en kort vedlikeholdssyklus (vanligvis synkronisert med rullbytte)
Funksjonelle krav
Oppretthold lagerklaringen nøyaktig for å forhindre rulleavbøyning
Led lagervarme effektivt (unngå overopphetingsfeil)
Motstand mot slitasje og mikrobevegelsesslitasje (lager- og setehullets overflate)
Kompatibel med hydraulisk bøyevalsesystem (noen modeller krever ekstra aksialkraft)
Ytelsesegenskapene til det mellomliggende rullelagersetet på drivsiden av varmvalseverket
tekstur av det mellomliggende rullelagersetematerialet:
Støpestål (ZG35CrMo eller ZG42CrMo): Balanserende styrke og støpebearbeidbarhet.
Smidd stål (34CrNiMo6): brukes for modeller med ultrahøy belastning, med bedre tretthetsmotstand.
Intern kjølekanal: sirkulerende vann eller luftkjøling for å redusere lagertemperaturstigning.
Selskapet har dannet et sett med moden mekanisk prosesseringsteknologi for produksjon av det mellomliggende rullelagersetet gjennom akkumulering av langsiktig erfaring:

1、 Vertikalt maskineringssenter:Ifølge visningen form fresing dybde 5 mm for å finne den positive beltet (hver side har plass til 1,5-2 mm); rengjør og fjern den skarpe kanten for inspeksjon. (første stykke for inspeksjon)
2、 Horisontal kjedelig maskin :Det er funnet at en margin på 1,5-2 mm er reservert for hver overflate av det normale beltet, og marginen til sporet i visningen er 1,5-2 mm; marginen til hullet i hullet er 3-4 mm; lengden på hvert hull er 2-3 mm; og den klare kanten brukes til å fjerne den skarpe kanten av graten for inspeksjon. (første stykke for inspeksjon)

I produksjonsprosessen for valsebærende setebøyende rulleblokk og andre produkter, blir det optimaliserte behandlingsprogrammet kompilert av datamaskin, og prosessplanen er ordnet rimelig, noe som sikrer at produktkvaliteten på drivsiden mellom rullelagerblokken når den internasjonale førsteklasses standarden.