






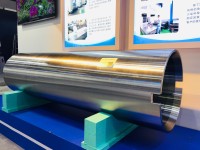
Herdet tilpasset støpestålspole av kaldvalset silisiumstålspole
**********************************Fordel med GW støpt stålspole************************************
1. Vi har strenge krav til ermets konsentrisitet, dynamisk balanse og andre krav.
2. Stålhylsemnet til selskapet vårt fremstilles ved sentrifugalstøping.
3. Selskapet har vår egen profesjonelle prosessering av design, utvikling og produksjon, og har også velprøvd maskineringsteknikk.
- GW Precision
- Luoyang, Kina
- Kontraktsbestemmelse
- Årlig kapasitet på stålspolen er 4000 stykker
- informasjon
Herdet tilpasset støpestålspole av kaldvalset silisiumstålspole
Støpt stålspolemateriale | Spesifikasjon |
35CrMoV | 565*505*1700 |
Bruksscenarier for tilpasset 35CrMoV støpt stålspole for kaldvalset silisiumstålspiralherding
Kjernefunksjoner
Støtteruller: tåler høyt radialtrykk (opptil hundrevis av tonn) og vekslende belastninger under kaldvalsingsprosessen;
Overføringsmoment: Driv valseverket for å oppnå høypresisjonsvalsing (toleranse for båndtykkelse ± 1–3 μm);
Utmattings- og slitestyrke: Egnet for høyhastighetsvalsing (300–800 o/min) og langvarig syklisk belastning.
Typiske driftsforhold
Høy belastning: Kaldvalseverket har en stor valsekraft, og hylsen må tåle ekstremt høy kontaktspenning;
Lavtemperaturmiljø: Kaldvalsingstemperaturen er vanligvis ≤ 120 ℃, men lokal friksjonsvarme kan nå 200 ℃;
Smørekrav: Kompatibel med valseolje for å unngå korrosjon og slitasje på lim.
Gjeldende utstyr
Firevalse-/seksvalse-kaldvalseverk (som Sendzimir-verk, UC-MILL);
Høypresisjonsvalseverk (som valseenheter for bilplater og tinnbelagte plater).
Mekaniske egenskaper til 35CrMoV (herdet og herdet: herding + høytemperaturherding) støpt stålspole
Typiske verditeststandarder for ytelsesindikatorer
Strekkfasthet (σ ₆) 900-1100 MPa GB/T 228.1 (ISO 6892)
Flytegrense (σ ₀) ₂) 750–950 MPa
Forlengelseshastighet (δ) ≥ 12 % med en målelengde på 5d (der d er prøvens diameter)
Slagenergi (AKU) ≥ 50 J (ved romtemperatur) GB/T 229 (ISO 148)
Hardhet HRC 28–35 (herdet og bråkjølt tilstand) GB/T 230.1
Seksjonskrympingsrate (ψ) ≥ 45 %
GW Precision bruker sentrifugal støpespoler i stål for å garantere at de indre og ytre overflatene på stålspolen er fri for defekter som sprekker, slagginneslutning, porer og sandhull. Det brukes moden varmebehandlingsteknologi for å sikre de mekaniske egenskapene til støpespolen i stål.

Beskrivelse av varmebehandling av støpt stålspole
Vi vil utføre varmebehandling utelukkende for stålspoler som har spesifikke krav til mekaniske egenskaper, også i tilsvarende testing av mekaniske egenskaper, sørge for at hvert produkt oppnår best mulig tilstand og kundenes gode resultater.

For behandling av innerhull i ultralange stålspoler har selskapet vårt utviklet og uavhengig produsert et spesialutstyr -- en selvmatende dyphullsboremaskin med variabel hastighet. Maskineringen av den ytre sirkelen utføres i CNC-dreiebenk for å sikre dimensjonsnøyaktigheten til hylsens ytre sirkel. Gjennom kontinuerlig forbedring har selskapet vårt dannet et sett med perfekt prosesseringsteknologi for å sikre koaksialiteten til støpespolens sylindriske symmetri og dynamisk balanse og andre tekniske indikatorer.



