







Støpestålsspole av aluminiumsbåndmølle testet av dynamisk balanseringsmaskin
Bruksområde: Sleeve er mye brukt i aluminiumsfolie, aluminiumsplate, rustfritt stålfoliebelte og andre industrier av folie, plate, båndrulling. Derfor har vårt firma et strengt krav til konsentrisitet av ermet, dynamisk balanse og andre krav.
Teknologi: Hylseemnet til vårt firma er oppnådd ved sentrifugalstøping.
GW fordel:
1. Selskapet har vår egen profesjonelle behandling av design, utvikling og produksjon, har også bevist maskineringsteknikk.
2. Vårt firma har et godt utviklet styringssystem. Samtidig er våre ansatte høyt kvalifiserte og dyktige.
3. Selskapet har et perfekt styringssystem for garanti for ettersalgsservice.
4. Våre kunder er allerede spredt over hele Kina, og vår årlige produksjonskapasitet på hylsen er 4000 sett per år.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Kontraktsbestemmelse
- Den årlige kapasiteten til stålspole er 4000 stykker
- informasjon
Støpestålsspole av aluminiumsbåndmølle testet av dynamisk balanseringsmaskin
Materialer
| Hylsemateriale | Spesifikasjon |
| 35NiCrMo | 565*505*1700 |
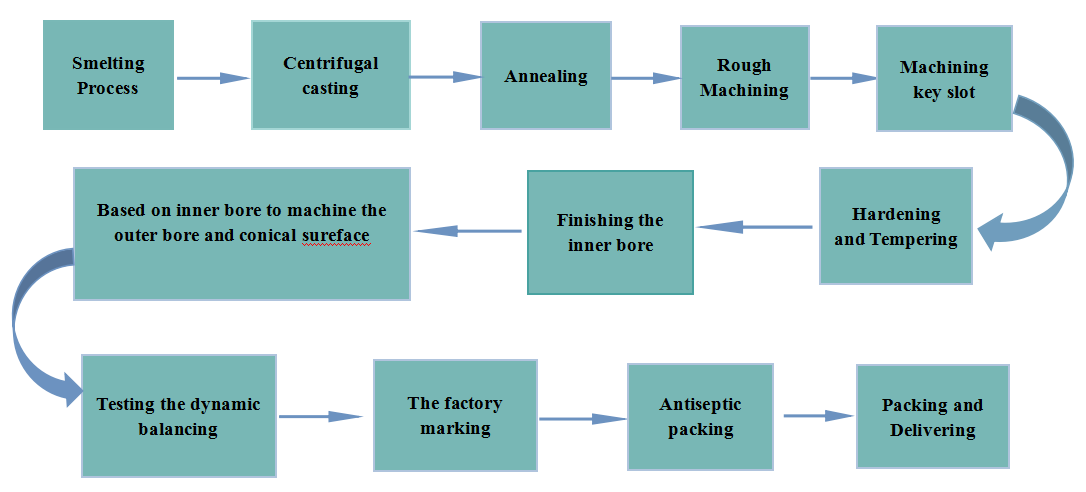
Produktprosess
1、 Vedtar avansert smelte- og støpeteknologi, med utstyret har nøyaktig inspeksjon for å sikre at den kjemiske sammensetningen av hylsematerialet er pålitelig og nøyaktig, har også de samme egenskapene.
2 、 Sentrifugalstøping er tatt i bruk for å garantere at den indre og ytre overflaten av hylsen er fri for defekter som sprekker, slagginklusjon, porer og sandhull.
3 、 Vedta moden varmebehandlingsteknologi for å sikre de mekaniske egenskapene til stålhylsen.
Beskrivelse av varmebehandling av stålhylse
Vi vil utføre varmebehandling strengt for stålhylser som har den spesifikke etterspørselen i mekaniske egenskaper, også i tilsvarende testing av den mekaniske egenskapen, sørge for at hvert produkt oppnår den beste tilstanden og kundenes gode resultater.

Arbeidsemnet til spoler vil bli bearbeidet på hullboremaskinen, som ble utviklet av vårt firma. I boremaskinen kan hylseemnet justeres til konsentrisk av både fremre og bakre ende av åpningen, for å oppnå jevn skjæring og forbedre maskineringsnøyaktigheten. I skjæreprosessen festes arbeidsstykket uten å rotere, og måten verktøyakselen roterer for å kutte det indre hullet, unngår feilen med avsmalning eller andre former. Glatt sponfjerning under skjæreprosessen gjør det mulig å forbedre overflatens glatthet og ikke lett å ripe den behandlede overflaten.
Etter at hullboringsprosessen er fullført, vil spolen bli behandlet under dobbelt selvsentrerende nc-maskinverktøy, i dobbelt (dette verktøymaskinen er utviklet etter mange års erfaring i forskning av høypresisjon stor størrelse dobbelt selvsentrerende nc-maskinverktøy ). På begge ender av hylsen er de hydrauliske støttechuckene som raskt kan lokaliseres i begge ender av det indre hullet og sikre at konsentrisiteten på begge ender av det indre hullet er innenfor tillatt toleranse; Maskinverktøyet begynner å behandle den ytre sirkelen og sikrer at konsentrisiteten til den indre og ytre sirkelen er innenfor det tillatte toleranseområdet. De koniske sirklene til indre hull i begge ender er også konsentriske innenfor den tillatte toleransen.

Inspeksjon og testing
Strenge inspeksjons- og testprosedyrer er vår kvalitetssikring. Hver hylse har et komplett sett med kjemisk sammensetningsanalyserapport, varmebehandlingsrapport, materialmekanisk analyserapport, dimensjonstoleranse, form- og posisjonstoleranseinspeksjonsrapport, som alle har sporbarhet.







