






35CrMoV sentrifugalstøpt stålhylse for aluminiumsbåndvalseverk
Bruksscenarier for 35CrMoV sentrifugalstøpt stålhylse for aluminiumsbåndvalseverk
Gjeldende utstyr
Firevals/seksvals kaldvalseverk: brukes til presisjonsvalsing av 1xxx-8xxx serie aluminiumslegeringsbånd (tykkelse 0,3-6 mm).
Varmvalseverksenhet: egnet for varmevalseforhold på 400-600 °C (krever et eksternt vannkjølesystem).
Kjernefunksjoner
Høypresisjonsoverføring: Sørg for at valseverkets radiale utløp er ≤ 0,02 mm (med en tykkelsestoleranse på ± 0,5 % for båndet).
Antistøtbelastning: tåler den øyeblikkelige slagkraften til bitende stål (toppverdi opptil 150 % av nominell belastning).
- GW Precision
- Luoyang, Kina
- Kontraktsbestemmelse
- Den årlige kapasiteten til stålspole er 4000 stykker
- informasjon
35CrMoV sentrifugalstøpt stålhylse for aluminiumsbåndvalseverk
Materialegenskapene til 35CrMoV sentrifugalstøpt stålhylse for aluminiumsbåndvalseverk
Kjemisk sammensetning (GB/T 3077-optimalisering)
|Elementer | C 0,32-0,38 | Cr 0,8-1,2 | Mo 0,2-0,4 | V 0,1-0,3 | Mn 0,5-0,8 | Si 0,2-0,4|
V-mikrolegering: danner VC-utfellinger i nanostørrelse, øker utmattelsesstyrken med 25 %.
Mekaniske egenskaper (etter bråkjøling og tempereringsbehandling)
Typiske verditestingsstandarder for indikatorer
Strekkfasthet 950-1100 MPa GB/T 228,1
Slagenergi (-20 ℃) ≥ 45 J GB/T 229
Hardhet HB 260-290 GB/T 231,1
Spesiell ytelse
Termisk ekspansjonskoeffisient: 12,8 × 10 ⁻⁶/℃ (20-300 ℃), matchet med rulletemperaturstigning av aluminiumslegering.
Slitasjemotstand: glidefriksjonskoeffisient μ ≤ 0,15 (under smøreforhold).
Produktinformasjon
| ermemateriale | spesifikasjon |
| 35CrMoV | 665*605*1600. |
Beskrivelse av varmebehandling av stålhylse
Vi vil utføre varmebehandling strengt for stålhylser som har den spesifikke etterspørselen i mekaniske egenskaper, også i tilsvarende testing av den mekaniske egenskapen, sørge for at hvert produkt oppnår den beste tilstanden og kundenes gode resultater.
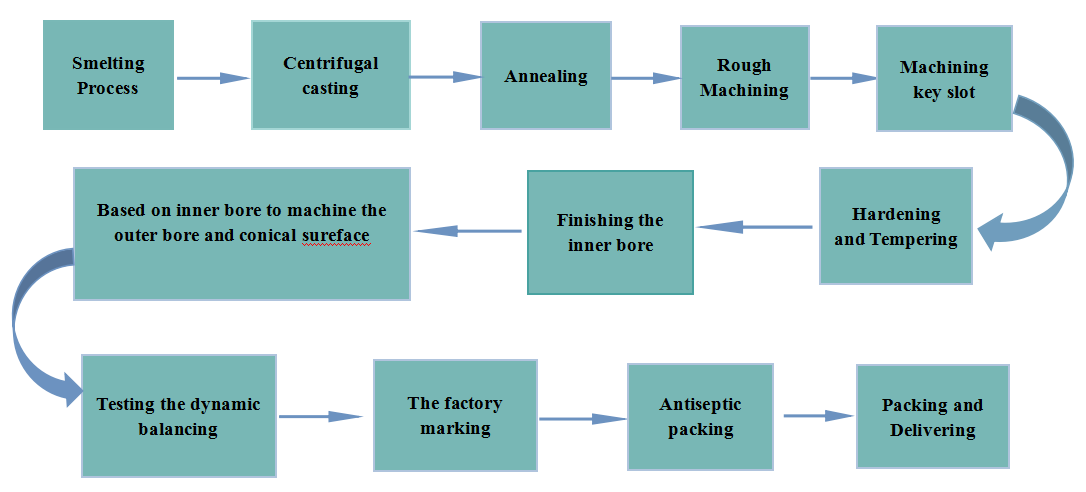
Produksjonsprosess av 35CrMoV sentrifugalstøpt stålhylse for aluminiumsbåndvalseverk
Sentrifugalstøping
Prosessparametere:
Hastighet: 800-1200 rpm (justert i henhold til diameteren på hylsen)
Helletemperatur: 1580 ± 20 ℃
Kjølehastighet: 30-50 ℃/min (tvungen kjøling ved å sprøyte vann på ytterveggen)
Organisasjonskontroll: Skaff fin perlitt+ferrittmatrise (kornstørrelse ≥ 6)
varmebehandling
Dobbel quenching og temperering:
880 ℃ × 2 timers oljeslukking (kjølehastighet 80 ℃/s)
600 ℃ x 4 timers temperering (luftkjølt)
maskinering
Bearbeiding av dype hull: BTA-boring (retthet ≤ 0,01 mm/m) brukes.
Overflatebehandling: Elektrolytisk polering av indre hull (Ra ≤ 0,4 μ m).
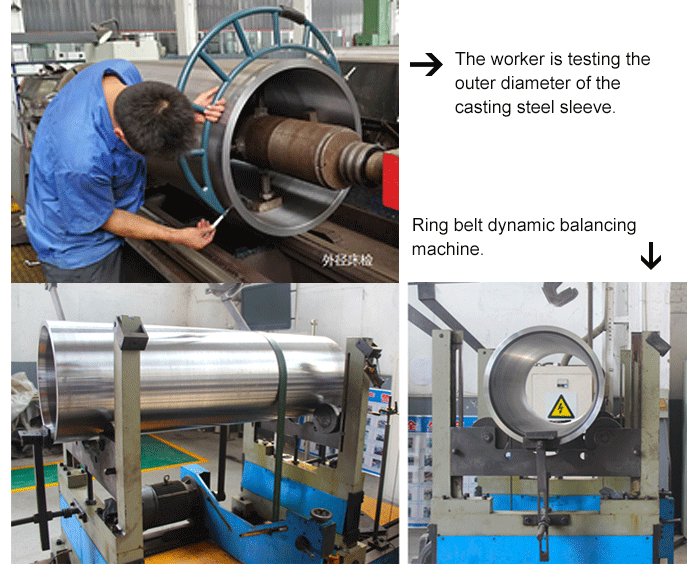
Dynamisk balansetest
Når det gjelder inspeksjon, for å ivareta kundenes fordeler og sikre bedre kvalitet på produktene, har vi utført ulike tester på mekaniske egenskaper etter varmebehandling i tillegg til konvensjonell dimensjonell inspeksjon. Ringbelte dynamisk balanseringsmaskin kan være 100% dynamisk balansetest.
Produktemballasje
Vi har utmerket emballasjeteam og moden emballasjeteknologi.
Våre produkter er allment anerkjent og klarert av brukere og kan møte stadig skiftende økonomiske og sosiale behov.
Emballasjespesifikasjon for 35CrMoV sentrifugalstøpt stålhylse for aluminiumsstrimmelvalseverk
Rustfri emballasje
Innerlag: pakket inn med dampfase rustfast film (VCI)
Ytre lag: 1,5 mm tykt vanntett kraftpapir + PE-innpakningsfilm
Fast transport
Trebrett (1200 × 1000 mm), bundet med stålstropper (spenning ≥ 500 kgf)
Aksial antikollisjonsskumpute (tykkelse ≥ 50 mm)
Identifikasjonskrav
Informasjon om lasergravering:
Materialklasse: 35CrMoV
Varmebehandlingsbatch: QT-XXX
Maksimal hastighet: 1500 rpm (rød etikettadvarsel)






